研发创新
焊接技术
- 焊接材料及工艺
铝、钛合金、高强钢、镍基复合等先进焊接材料及焊接性 - 轻量化铝、钛合金作为结构减重材料在承载结构轻量化等领域应用广泛。其焊接性能是考验大型结构在高频振动和高载荷条件下安全运行的关键。针对材料在不同应用领域的特殊需求对铝、钛合金材料进行微量元素调控,建立与微量元素-性能相关的材料基因库,并对其可靠性进行验证。
- 高强钢、镍基复合材料作为深海耐压平台、船舶制造及飞机发动机制造领域的应用材料。针对系列规格材料对抗高温、抗冲击、高强度等性能的需求,经过微量元素及陶瓷颗粒协同调控,获得性能优异、焊接性能稳定的材料。
- 建立系列规格铝、钛合金、高强钢、镍基复合等先进焊接材料在不同应用环境下与性能-焊接性-焊接工艺相关的基因库,实现材料-接头性能-焊接工艺和方法的一体化匹配,降低材料的开发及设计成本,实现定制化的同时确保了经济性和高效性。
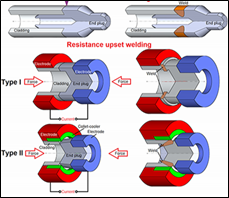
- 电弧物理及高效焊接方法
激光-电弧复合焊接热源及应用 - 复合热源:结合激光热源大熔深、高能量密度的特点和电弧热源小熔深、熔宽大的特点,突破单一热源模式下高能耗、接头缺陷多、热量分布不均匀的难题开发适合同质材料和异质材料的激光-电弧复合焊接热源,使激光和电弧在同一焊接池中产生混合效应,弥补了焊接工艺存在的缺陷,并改善了单一热源焊接质量差的问题。
- 应用:使用开发的激光-电弧复合焊接热源结合同质材料和异质材料焊接对热源混合模式进行调控。针对异质材料焊接采用激光辅助电弧焊工艺,其中激光仅用于预热将要通过电弧焊工艺焊接的基板。在该过程中,通常使用低功率激光源来增强电弧焊过程,从而获得小熔深,低热输入的异质金属可靠连接接头。针对同质厚板材料焊接使用高功率激光束结合电弧进行深熔焊。在该焊接过程中,具有高能量密度的激光束和具有高能量效率的电弧的协同作用被用于厚板高效焊接。
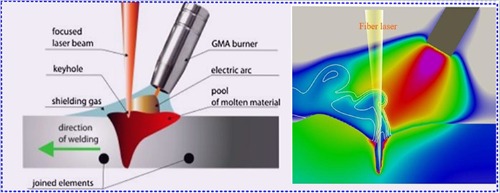
激光-电弧复合焊接示意图及温度分布
窄间隙、高熔化率焊接工艺
低热输入磁弧窄间隙焊接技术及激光-磁控焊丝摆动复合窄间隙焊接技术能够满足不同厚度和规格材料窄间隙在空间位置上的适应性。借助辅助磁场迫使电弧摆动,及磁控焊丝摆动结合扫描激光技术对熔池能量再分配,从而使温度场更加均匀、降低接头焊接应力,缓解变形,并最终实现接头成型与性能的协同控制。
增材及3D打印技术
激光立体修复与再制造。
激光立体修复与再制造技术在航空、航天、汽车工业、模具制造、医疗器械的修复及合金设计等领域具有广阔的应用前景。形成了包括材料、工艺、装备和应用技术在内的完整的技术体系。针对航空航天等高技术领域对结构件高性能、轻量化、整体化、精密成形技术的迫切需求,开展了钛合金、高温合金、超高强度钢和梯度材料激光立体成形工艺研究,突破结构件的轻质、高刚度、高强度、整体化成形,应力变形与冶金质量控制,成形件组织性能优化等关键技术。针对大型钛合金构件的激光立体成形,解决了大型构件变形控制、几何尺寸控制、冶金质量控制、系统装备等方面的一系列难题。
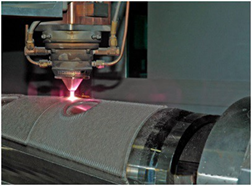
激光立体修复技术
成形尺寸在线检测与过程智能控制
结合物理模型和数据驱动模型相结合本开发先进的增材过程监测方法,对过程测量、信号采集、特征提取、分类和控制方法等重要方面进行了设计优化。面向数据的过程监控方法为提高制造质量和过程稳定性提供了可靠依据,为增材制造自动化和控制奠定了技术基础。从表面状态监测到内部缺陷和微观组织建立关联性,对内部缺陷即晶粒组织的在线监测成为可能,这将为实时组织控制和早期缺陷修复奠定基础。

在线检测与成形过程智能控制技术
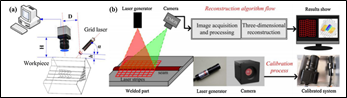
焊缝三维重构技术
铝合金、钛合金和高温合金零件的组织与性能表征
拥有先进的组织和性能表征设备,如场发射扫描电镜、透射电镜、光镜、100KN拉伸试验机,冲击试验设备及疲劳检测设备。结合扫描电镜、透射电镜对沉积试样的织构特征、元素分布、晶界结构、第二相分布、原子尺度范围内的相界面特征等进行观察分析。形成对不同增材零件微观组织表征的标准方法及步骤,实现复杂组织及纳米尺度范围内微观组织特征的分析方法。采用性能分析设备对试样的拉伸性能、冲击性能、弯曲性能、抗疲劳破坏等进行表征。
扫描电镜
低成本电弧3D打印设备
在电弧焊接设备的基础上引入六轴机器人,结合切片软件对机器人运动轨迹和增材路径优化,从而设计制造了低成本的3D打印设备。该设备工作模式可选择MIG、MAG、CMT、CMT-P、交流CMT;配备RCU5000i遥控器和VR1550-CMT送丝机,内置钛合金、镍基合金和硬质合金堆焊专家程序;IUNGOPNT软件,提供多种切片算法;多种路径规划算法、自动规划路径;可动态打印路径仿真;配备激光相机自动补偿打印高度。通过工艺参数优化和轨迹协同优化获得稳定、可靠的增材设备。


激光焊接应用
激光复合焊接,高功率工业激光应用
激光复合焊接、高功率工业激光焊接技术在汽车制造、船舶制造、高速列车及航空航天结构的焊接中得到成功应用。其中,汽车行业将激光以及激光复合焊接工艺确定为结构制造标准化工艺。尤其是千瓦级以上的大功率激光焊接技术,几乎与激光器的开发进度相伴。使用激光以及激光复合热源可以实现高质量的焊接,焊接强度等于或超过母材强度,主要应用在异质金属、厚板窄间隙以及金属-塑料的焊接领域。

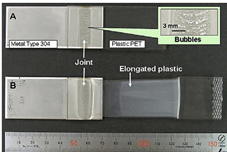
激光焊接的应用
电气部分
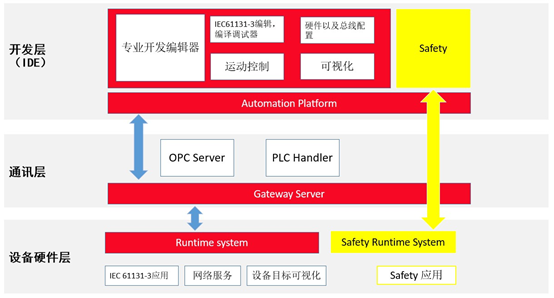
使用基于 IEC 61131-3 标准的编程开发工具
完善的在线编程和离线编程流程、可视化界面编程,强大的运动控制功能。
集逻辑控制,HMI,运动控制于一体
采用面向对象的模块化编程方式,完善的设备模块库
标准化图纸和元器件库,缩短设备制造和调试周期
机械部分
机械设计部分:
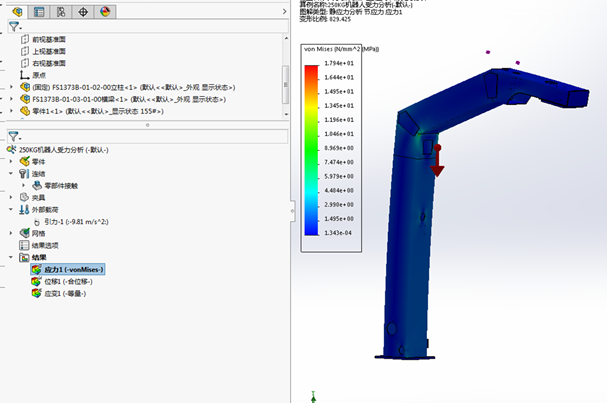
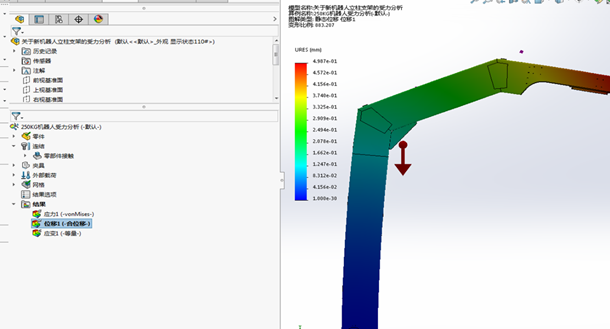
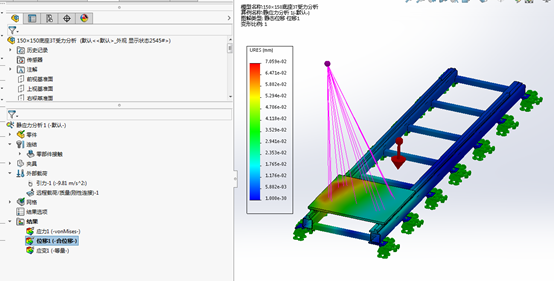
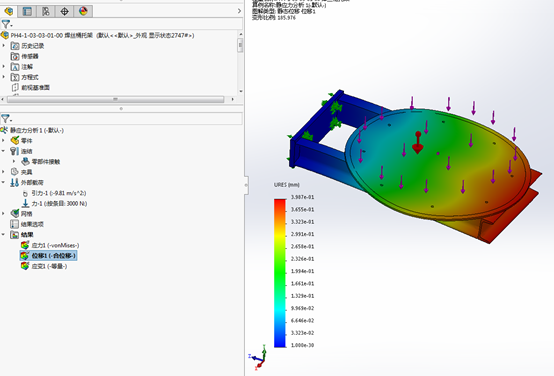
遵循有限元受力分析,有限元分析(FEA,Finite Element Analysis)利用数学近似的方法对真实物理系统(几何和载荷工况)进行模拟。利用简单而又相互作用的元素(即单元),就可以用有限数量的未知量去逼近无限未知量的真实系统。
有限元受力作用
有限元分析缩写:CAE,即计算机辅助工程,主要作用有以下七方面:
1,增加设计功能,借助计算机分析计算,确保产品设计的合理性,减少设计成本;
2,缩短设计和分析的循环周期;
3,CAE分析起到的“虚拟样机”作用在很大程度上替代了传统设计中资源消耗极大的“物理样机验证设计”过程,虚拟样机作用能预测产品在整个生命周期内的可靠性;
4,采用优化设计,找出产品设计最佳方案,降低材料的消耗或成本;
5,在产品制造或工程施工前预先发现潜在的问题;
6,模拟各种试验方案,减少试验时间和经费;
7,进行机械事故分析,查找事故原因。
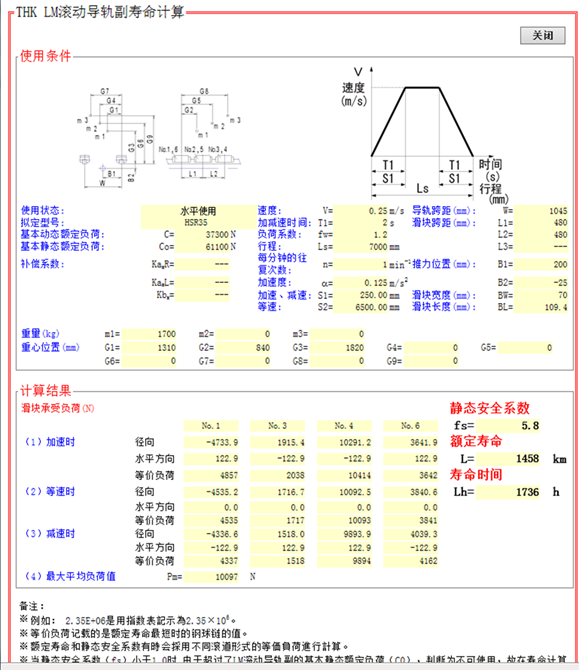
导轨寿命计算:
通过科学的计算,可以根据客户需求选择更精准的导轨,既能满足客户需求,又能延长导轨的使用周期。